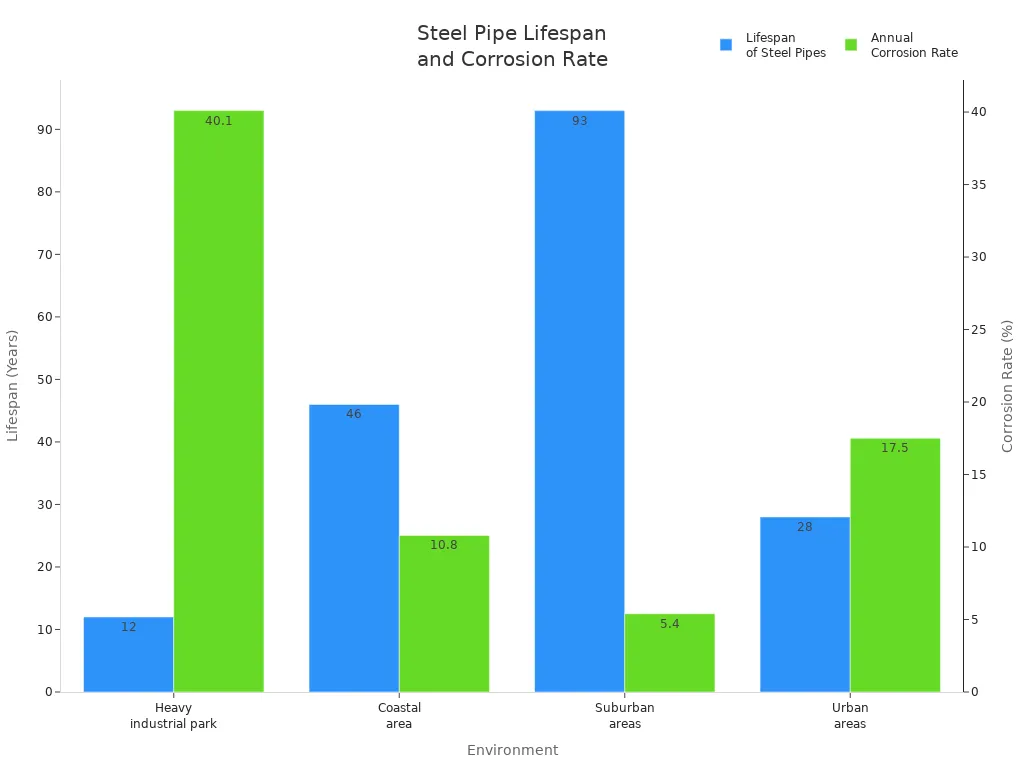
Čelične cijevi štitite od hrđe vrućim cinčanjem.Oprema za vruće cinčanje čeličnih cijeviprekriva svaku cijev cinkom, stvarajući štit protiv korozije.Cijevi Linije za cinčanjepomažu u osiguravanju jake, ujednačene završne obrade. Pogledajte donju tabelu. Ona pokazuje kako pocinčane cijevi traju mnogo duže u različitim okruženjima.
Ključne zaključke
- Vruće cinčanještiti čelične cijevi od hrđe nanošenjem debelog sloja cinka, koji djeluje kao barijera protiv korozije.
- Pravilna priprema površineje ključno. Čišćenje i kiseljenje cijevi osiguravaju dobro prianjanje cinka, sprječavajući nedostatke u premazu.
- Pocinčane cijevi nude dugotrajnu izdržljivost, često traju 40 do 50 godina, što ih čini isplativim izborom za različite industrije.
Oprema i koraci procesa za vruće cinčanje čeličnih cijevi

Čelična cijevoprema za vruće cinčanjePomaže vam u zaštiti čeličnih cijevi od hrđe i oštećenja. Ovu opremu koristite u mnogim industrijama, kao što su građevinarstvo, mašinogradnja, hemijska postrojenja i željeznice. Oprema rukuje cijevima promjera od 1/2 do 10 inča i dužine od 4 do 8 metara. Može prekriti cijevi cinkom težine između 50 i 400 grama po kvadratnom metru. Oprema može obraditi do 80.000 tona čeličnih cijevi svake godine.
| Stavka | Specifikacija |
|---|---|
| materijal | čelična žica |
| raspon prečnika | 1/2~10 inča |
| raspon dužine cijevi | 4~8 m |
| vrsta premaza | cink |
| težina premaza | 50~400g/m2 |
| kapacitet | 40000~80000T/godišnje |
Priprema i čišćenje površine
Počinjete čišćenjem čeličnih cijevi. Ovaj korak uklanja prljavštinu, ulje i druge nečistoće. Ako preskočite čišćenje, premaz cinka se neće dobro prianjati. Potrebno je ukloniti trosku zavarivanja, neravnine, okamin, lakove, epoksidne smole, pijesak, boje na bazi ulja, tragove bojica i gusti vosak ili mast. Koristite kupke za odmašćivanje s natrijum hidroksidom kako biste uklonili ulja i masti. Nakon odmašćivanja, cijevi isperite vodom. Zatim koristite hlorovodičnu ili sumpornu kiselinu za uklanjanje hrđe i okamin. Ovaj korak se naziva kiseljenje.
Savjet: Uvijek isperite cijevi nakon čišćenja kiselinom kako biste uklonili sve tragove kiseline. Potpuno osušite cijevi prije nego što pređete na sljedeći korak.
Fluksiranje čeličnih cijevi
Zatim, cijevi se umaču u rastvor fluksa. Fluksiranje uklanja sve preostale okside i sprječava novu oksidaciju prije nego što se cijevi premazuju cinkom. Za ovaj korak se koristi rastvor cink-amonijum-hlorida. Najbolja temperatura za fluksiranje je između 60 i 80 °C. Ova temperatura pomaže fluksu da dobro očisti površinu čelika. Glavna sredstva za fluksiranje su cink-hlorid i amonijum-hlorid. Ove hemikalije uklanjaju željezni oksid i poboljšavaju protok cinka. Fluksiranje vam također pomaže da koristite manje cinka i smanjujete otpad.
- Cink hlorid: 60–80%
- Amonijum hlorid: 7–20%
- Sredstva za modifikaciju fluidnosti: 2–20%
- Ostali spojevi: nikl, kobalt, mangan, olovo, kalaj, bizmut, antimon

Uranjanje u cinkovu kupku
Zatim uronite cijevi u kadu s rastopljenim cinkom. Oprema za vruće cinčanje čeličnih cijevi održava cinkovu kadu na pravoj temperaturi, obično između 440 i 460 °C (825 i 870 °F). Cijevi držite u kadi 5 do 15 minuta. Ovo vrijeme omogućava cinku da se veže za čelik i formira jak, ravnomjeran premaz. Cinkova kada pokriva svaki dio cijevi, čak i unutar i oko zavara.
Napomena: Ako ne kontrolišete temperaturu ili vrijeme, možete dobiti nedostatke poput bubuljica, plikova ili ljuštenja.
Hlađenje i završno čišćenje
Nakon što izvadite cijevi iz cinkove kupke, ohladite ih u posudi za kaljenje. Hlađenje zaustavlja reakcije između cinka i zraka. Zatim isperite cijevi svježom vodom kako biste uklonili sve preostale hemikalije. Ako ste koristili čišćenje kiselinom, isperite cijevi još jednom. Osušite cijevi zagrijanim zrakom kako biste bili sigurni da nema vlage. Ovaj korak održava površinu čistom i sprječava bijelu hrđu.
- Isprati svježom vodom
- Sušenje zagrijanim zrakom
- Cijevi čuvajte na suhom mjestu
Inspekcija i testiranje kvalitete
Morate pregledati cijevi kako biste bili sigurni da je premaz jak i ravnomjeran. Koristite vizualne provjere, mjerenja debljine i testove za ujednačenost. Također provjeravate hrapavost, koroziju i oštećenja. Mjerite veličinu cijevi i tražite curenja. Pridržavate se standarda poput ASTM A500 i EN 10219. Ovi standardi vam pomažu da osigurate da će cijevi trajati i biti otporne na hrđu.
Tehnika inspekcije Opis Vizualni pregled Provjerite glatkoću, nedostatke i koroziju Debljina sloja Koristite metre za mjerenje debljine premaza Ujednačenost Potražite ljuštenje ili neravnomjeran premaz Hrapavost Ispitivanje hrapavosti površine Inspekcija korozije Pronađite ogrebotine ili oštećenja Kvalitet zavarivanja Provjerite ima li pukotina ili troske Hemijski sastav Ispitivanje ispravnog sadržaja cinka i čelika Mehaničko ponašanje Mjerenje snage i fleksibilnosti Dimenzionalna inspekcija Potvrdite prečnik, debljinu i dužinu Logo i označavanje Provjerite ispravne oznake Ispitivanje curenja Pazite da cijevi nemaju pukotine ili rupe Sigurnosni podsjetnik: Uvijek se pridržavajte sigurnosnih pravila prilikom korištenja opreme za vruće cinkovanje čeličnih cijevi. Pregledajte cijevi na oštećenja i provjerite je li kvalitet vode dobar kako biste spriječili koroziju.
Prednosti opreme za vruće cinčanje čeličnih cijevi

Vrhunska zaštita od hrđe i korozije
Dobijate snažnu zaštitu od hrđe kada koristiteOprema za vruće cinčanje čeličnih cijeviPremaz cinka formira debelu barijeru koja štiti čelik od vode, zraka i hemikalija. Ova barijera djeluje bolje od boje ili tankih premaza. Cink također štiti čelik ako se premaz ogrebe. Cink će prvi korodirati, čuvajući čelik ispod.
- Debeli sloj cinka otporan je na teške vremenske uvjete i hemikalije.
- Ova metoda se koristi za mostove, ograde i vanjske cijevi jer duže traje.
- Cinkov premaz pruža i barijeru i žrtvenu zaštitu, tako da vaše cijevi ostaju sigurne čak i ako se površina ošteti.
Naučne studije pokazuju da cink formira posebna jedinjenja, poput ZnO i Zn5Cl2(OH)8, koja usporavaju hrđu i održavaju cijevi jakim u teškim uslovima okoline.
Mehanizam Opis Zaštita barijera Sloj cinka sprječava da voda i zrak dopru do čelika. Žrtvena zaštita Cink korodira prije čelika, štiteći ga čak i ako je ogreban. Prirodno trošenje Vremenom, cink formira dodatne slojeve koji pružaju veću zaštitu. Poboljšana izdržljivost i dugotrajnost
Možete očekivati da će pocinčane cijevi trajati decenijama. Što je deblji premaz cinka, to će vaše cijevi duže trajati. Na primjer:
Vrsta premaza Očekivani životni vijek u umjerenim okruženjima G30 5–10 godina G90 20 godina ili više Većina pocinčanih cijevi traje oko 40 do 50 godina. Na suhim mjestima mogu trajati i duže. Ako koristite opremu za vruće pocinčavanje čeličnih cijevi, pomažete svojim cijevima da budu otporne na hrđu i oštećenja dugi niz godina.
- Cijevi u područjima s niskom vlažnošću zraka mogu trajati i do 70 godina.
- Na vlažnim ili slanim mjestima, vijek trajanja može biti kraći, ali i dalje mnogo duži od neobloženog čelika.
Isplativost i nisko održavanje
Sa pocinčanim cijevima uštedite novac tokom vremena. Početni trošak je malo veći od troškova farbanja, ali manje trošite na popravke i održavanje. Evo kratkog poređenja:
Metoda zaštite Početni trošak Očekivano trajanje života (godine) Troškovi održavanja Neto sadašnja vrijednost (NSV) Vruće cinkovanje 100 25 0 100 Sistem boja 90 8 169 169 Pocinčane cijevi zahtijevaju manje čišćenja i popravki. Njihov jaki premaz znači da se ne morate tako često brinuti o hrđi ili curenju. To ih čini pametnim izborom za velike projekte i mjesta gdje želite da cijevi traju dugo.
Oprema za vruće cinkovanje pomaže vam da zaštitite čelične cijevi dugi niz godina. Dobijate pouzdane performanse u različitim okruženjima.
- Dugotrajna izdržljivost zavisi od uslova okoline.
- Stručnjaci kažusvaki korak u procesu utičekvalitet i čvrstoća premaza.
Korak Uticaj na efektivnost Čišćenje Poboljšava prianjanje i sprječava pukotine Kiseljenje Utiče na glatkoću i kvalitet Fluksiranje Osigurava ravnomjeran protok cinka Uranjanje Kontroliše debljinu i unutrašnji kvalitet Inspekcija Potvrđuje da premaz ispunjava standarde
Vrijeme objave: 11. septembar 2025.